History of Soldering – an Art and a Science
Soldering can be viewed as both an art and a science.
Soldering as an art stretches back over 4000 years. Remnants of silver soldered joints have even been found on vases dating back to 2000 –3000 BC.Soldering as a science developed during the 19th century. Soft soldering with lead and lead alloys has been practised by craftsmen for centuries. Due to the invention of the can around 1900, a specific alloy of tin and lead came to be used as the solder. By exactly matching the respective quantities of tin and lead, it was possible not only to completely seal the cans effectively but also to explain the connections scientifically.
Thanks to the industrial upswing in the 20th century, soldering has firmly established itself as a manufacturing process. Electrical engineering and electronics owe their rapid growth not least to the research conducted in the development of solders and fluxes tailored to meet industry needs.Today, soft soldering is the most well-known method of joining metallic materials for electrical soldered joints. (So-called hard soldering or brazing is mentioned here for the purpose of completeness only).
General Notes on Soldering
Soldering: Joining metallic materials by means of a metal alloy (solder) with the application of heat is known as soldering. Here the melting temperature of the solder is lower than that of the metal parts to be joined, i.e. the metal parts remain in a solid state during the soldering process while the molten solder flows between the metal parts. The solder cools to leave a strong, tight, electrically conductive and heat conducting joint.
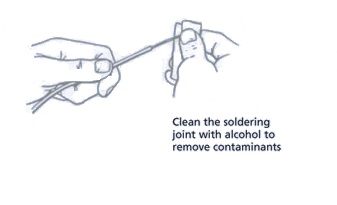
Cleaning: To obtain perfect soldering joints, it is essential to remove contaminants such as e.g. grease, corrosion or oxidation from the joints. It is therefore always advisable to clean the joints with alcohol prior to soldering.

Mechanical connection
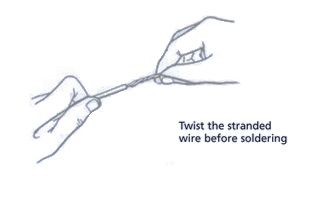
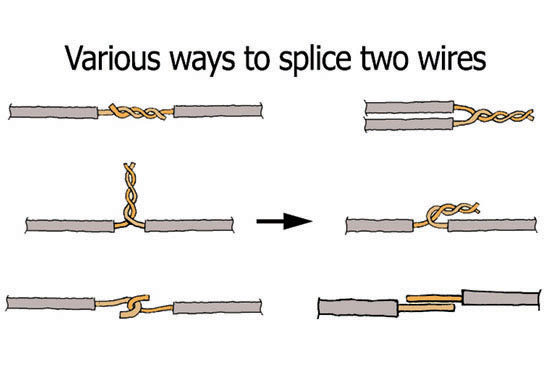
Mechanical connection: A sound mechanical connection is essential to the soldering process. For this reason, before soldering, twist the stranded wire or wrap it round a terminal. The best option is to tin the wires before soldering – this makes the soldering process easier. The result is a smooth, electrically perfect soldering joint.
Heating
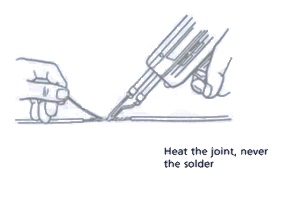
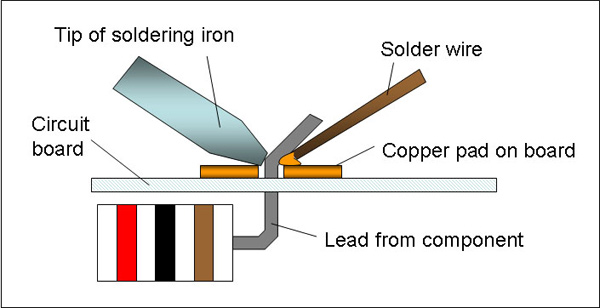
Heating: Never heat the solder directly. Heat the joint, i.e. the wires, to the correct working temperature. The solder melts and flows into the soldering joint.
Soldering tip
Soldering tip: Clean the soldering tip immediately before soldering on a moistened sponge. Tin the soldering tip with solder before putting it away in order to extend its service life for as long as possible.
Electronic Components
Electronic components: In the case of electronic components, the parts to be soldered must not be heated excessively. In such cases, a pair of longnose pliers, which act as a heat conductor, prove useful. For very sensitive components, a Weller soldering station with automatic temperature control is recommended.
It is advisable to be sparing with the solder. This is because excessive amounts of solder can get into the socket or base, jam switches and cause short circuits.

Solder
Lead-free soldering with Weller soldering equipment: Lead-free soldering requires more power as the melting temperature is 30 to 40°C higher than leaded  solder. The new Weller technology is ideally suited to these special requirements. Lead free hand soldering requires stable dynamic temperatures. To achieve this, soldering irons must have more power and an efficient method of transferring thermal energy to the soldering iron tip.
solder. The new Weller technology is ideally suited to these special requirements. Lead free hand soldering requires stable dynamic temperatures. To achieve this, soldering irons must have more power and an efficient method of transferring thermal energy to the soldering iron tip.
Users of soldering irons that do not have these properties attempt to over-come the problems by running the iron at an increased temperature to increase the thermal energy stored in the tip. As soon as the tip is applied to the joint, the thermal energy is quickly dissipated and because of the soldering iron characteristics it cannot be quickly replaced and the tip cools down.An excessively high starting temperature poses considerable dangers: Burning of the flux, increased oxidation of the soldering joint and damage to components are possible consequences. The service life of the soldering tip is also reduced.Weller soldering equipment generates heat particularly quickly and also conducts it quickly to the soldering tip. Take advantage of our expertise and experience. We will be pleased to help smooth your way into this new technology.
Solder: The solder is usually an alloy of two or more metals. It joins metals with the aid of heat. The temperature induces the solder to melt, but not the base metal. A good solder has the following properties:
Moistening
The solder should flow easily on the metal, attach to the metal surface or form an alloy. Naturally also in extremely tight spots such as e.g. between wires.
Temperature
The solder should already liquefy at a relatively low temperature and moisten the metal.
Strength
The solder should be as strong as possible, but without becoming brittle.
Solder is available in various package sizes and diameters. The smaller diameters enable precision work to be carried out e.g. on printed circuits.Many solders have a continuous inner core or several cores. The core wires differ, depending on the application. The flux in a core wire is automatically metered in the correct quantity. Solders without an inner core wire are used together with soldering flux.
Flux
Flux: Many metals oxidise with the oxygen in the air after a few seconds. This impairs the durability of the soldered joint. The flux exerts a cleaning effect and ensures a perfect soldered joint. The oxidation layer on metals dissolves in the flux and evaporates as soon as the flux has reached boiling point.
 There are basically two different types of flux: organic and inorganic. Some organic fluxes are used in electric soldering while inorganic fluxes are used in sheet-metal working and installation applications. Most organic fluxes are noncorrosive while inorganic fluxes, in spite of their greater efficiency, are corrosive to a certain degree.
There are basically two different types of flux: organic and inorganic. Some organic fluxes are used in electric soldering while inorganic fluxes are used in sheet-metal working and installation applications. Most organic fluxes are noncorrosive while inorganic fluxes, in spite of their greater efficiency, are corrosive to a certain degree.
Organic colophonium or resin: Resins are generally speaking organic solids or liquids. Colophonium is the resin which yields a good noncorrosive and insulating flux.It is generally unnecessary to clean electrical components beforehand when using soldering wires with colophonium. Organic fluxes without colophonium generally solder better than those with colophonium, but do attack the base metal slightly on the other side. Cleaning the workpiece beforehand is recommended.Inorganic fluxes are variations of acids and salts. They are highly effective but corrosive and are thus not suitable for electrical soldering joints. The effect of these fluxes is so strong that even heavy metal parts can be soldered. They are only recommended to be used for rougher, non-electrical joints. The soldered joint must be cleaned after soldering.